
Methodenkompetenz
Endoskopische Untersuchungen und Videoskopien
Der Einsatz von technischen Endoskopen bietet die Möglichkeit mit optischen Kontroll- und Prüfgeräten Hohlraum-Inspektionen durchzuführen.
sicherste Prüfmethode
zerstörungsfreie Vorgehensweise bei der Prüfung durch vorhandene Öffnungen.
keine Demontage
Endoskopische Prüfungen sind auch ohne eine Demontage der zu untersuchenden Anlage möglich
kurze Ausfallzeiten
Die Ausfallszeiten bei endoskopischen Prüfungen sind entsprechend gering
Anwendungsbereiche


Als Anwendungsbereiche für die Endoskopie/Videoendoskopie bieten sich an:
- optische Hohlraumkontrolle, ab Ø 3,5 mm x L 3000 mm
- vorbeugende Instandhaltung
- wirtschaftliche Schadensbehebung
- Risikobeurteilung
- Korrosions-Früherkennung
- Partikel-Probenahme zur Laboranalyse, ab Ø 13,0 mm (Ø11,5 mm) x L 1200 mm
Eingesetzt werden diese technischen Untersuchungen bei:
- Dampfturbinen, deren Zustand von Läufer (Beschaufelung) und Düsen (Fotos)
- Gasturbinen, deren Zustand von Läufer (Beschaufelung) und Brennkammer (Fotos)
- Dieselmotoren, deren Verbrennungsräume, Kolbenböden, Ventilsitze sowie Abgasturbolader
- Gasmotoren, deren Verbrennungsräume, Kolbenböden, Ventilsitze sowie Abgasturbolader
- Getriebe aller Bauformen, deren Verzahnungszustand und Tragbildkontrolle
- Wälzlager an Papiermaschinen, deren Lager- Innen/Außenringe sowie Wälzkörper an Presswalzen, Trockenzylindern, Glättzylindern (Yankee)
Dokumentation
Zur Absicherung von Kontrollen- und Untersuchungsergebnissen ist zur Fehler- bzw. Schadensbehebung die Dokumentation unerlässlich.
Wir bieten daher die Möglichkeit v. g. Untersuchungsergebnisse auf Wunsch auch digital aufgezeichnet über einen Farbausdruck (DIN A4), per CD/DVD oder USB-Stick zur Verfügung zu stellen.
Dies bietet dem Betreiber die Möglichkeit, die vorhandene technische Dokumentation seiner Anlage zu vervollständigen oder auch ggfs. für den Maschinen-Versicherer einen IST-Zustand nachzuweisen.
Beispiel Dampfturbinen


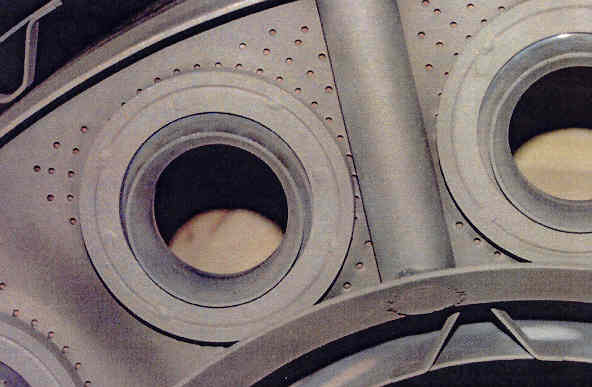
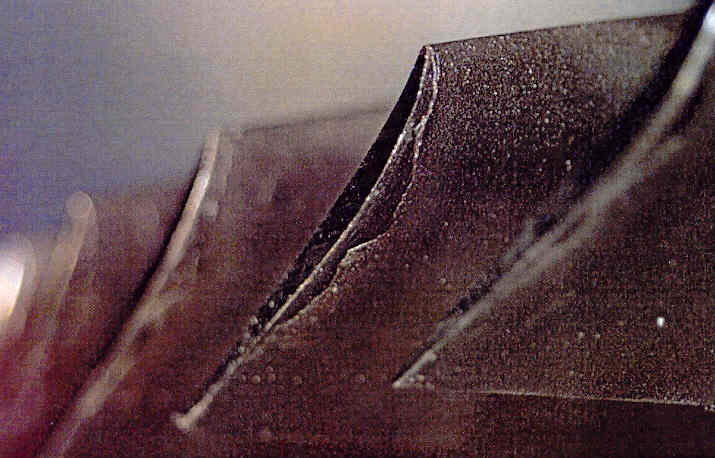
Spaltenbildung
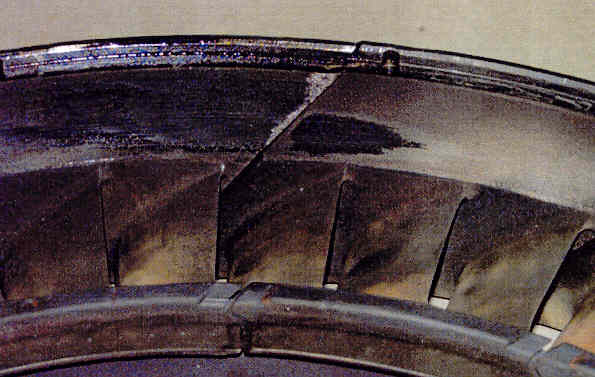
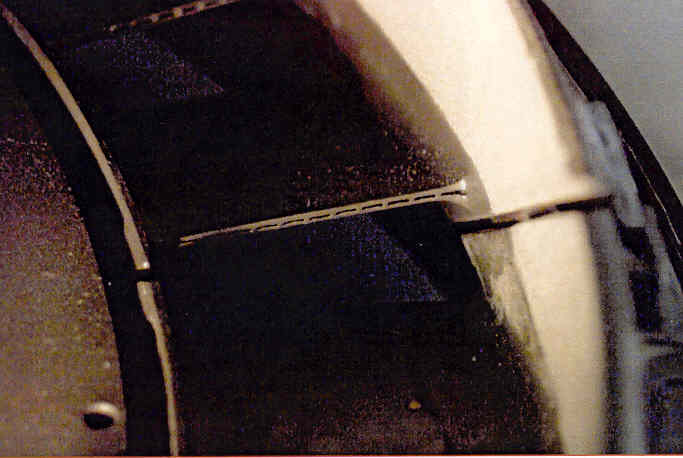
Endoskopische Untersuchung an einer Dampfturbine im ND-Bereich; Frontaufnahme zur Tannenbaum-Fußbefestigung mit deutlich erkennbar zu großen Spalten mit der Folge, dass die Beschaufelung in der Nabe zu lose fixiert ist.

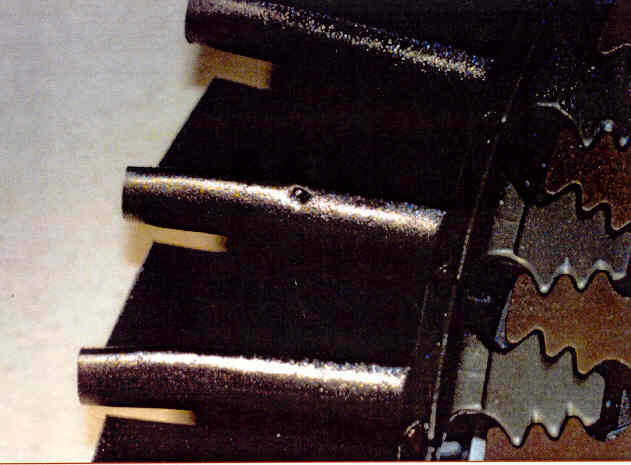
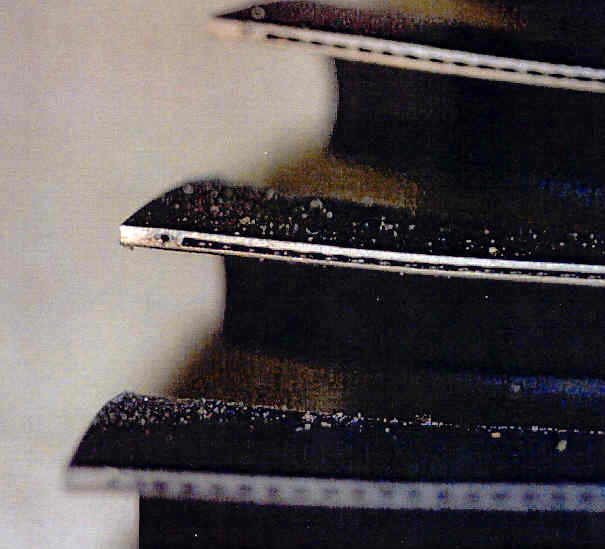
dampfflüchtige Bestandteile
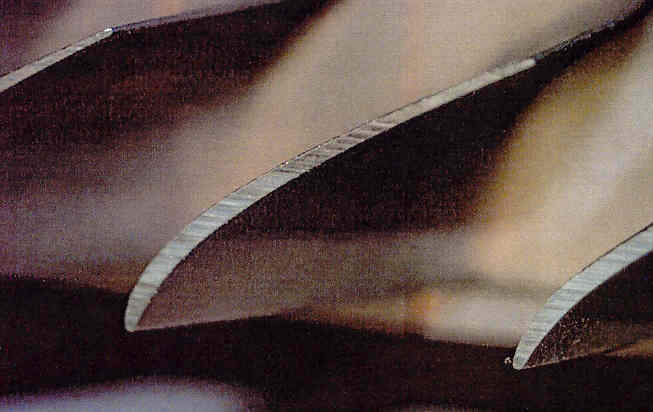
Endoskopische Untersuchung an einer Dampfturbine im ND-Bereich; erkennbar dampfflüchtige Bestandteile aus der Speisewasser-Konditionierung als Ablagerungen an Leitschaufeln.

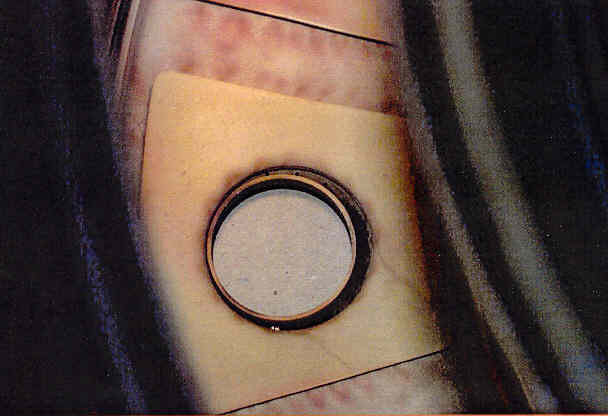
lose Fußbefestigung
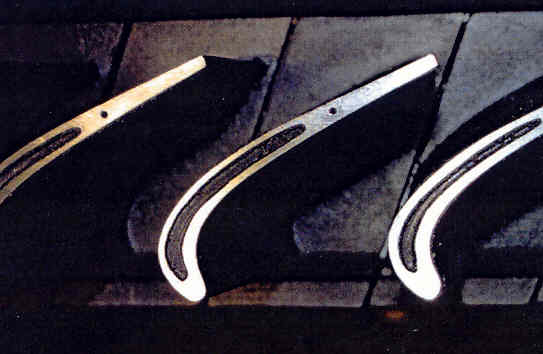
Endoskopische Untersuchung an einer Dampfturbine im ND-Bereich; erkennbar die lose Fußbefestigung im Nabenbereich auf Grund nicht angepasster Toleranzen sowie Erosionserscheinungen an der Schaufelkante bis nahe an die Schaufelwurzel.

Spaltenbildung an Tannenbaum-Fußbefestigung
Endoskopische Untersuchung an einer Dampfturbine im ND-Bereich; Frontaufnahme zur Tannenbaum-Fußbefestigung mit deutlich erkennbar zu großen Spalten mit der Folge, dass die Beschaufelung in der Nabe zu lose fixiert ist.
Beispiel Industrie-Gasturbine eines IHKW (I)
Endoskopische Untersuchung an einer Industrie-Gasturbine eines IHKW
mit Schädigungen hervorgerufen durch Nichtverwendung von OEM-Teilen
bzw. Nichteinhaltung von OEM-Spezifikationen nach einer Revision einer
nichtauthorisierten Hersteller-Reparaturfirma.
Diese Gasturbine wurde nach der Revision vorgenannter Fremdfirma nicht
mehr betrieben und im Herstellerwerk endoskopiert.

Brennkammer (Hot-End-Section) Keramikbeschichtung NICHT OEM
gekühlte Schaufel der 1. Stufe mit Einschlägen auf der Druck- und Saugseite
gekühlte Schaufel der 1. Stufe mit im Querschnitt verengten Durchlässen (keine OEM-Teile)
gekühlte Schaufel der 1. Stufe Schaufelspitzen mit zu großem Radialspiel außerhalb der Toleranz

gekühlte Schaufel der 1. Stufe mit implodierter Schaufel und verschlissenen Dichtkanten
Schaufel der 2. Stufe Schaufelspitzen außerhalb der Toleranz mit starkem Verschleiß und Gratbildung
2. Stufe Düsenelemente Schleißspuren hervorgerufen durch Schaufelspitzen

Rissbildung im äußeren Leitschaufeldichtring

1. Stufe Düsenelement erkennbar der Schaufelspitzenbereich aufgearbeitet mittels Plasmabeschichtung

1. Stufe gekühlte Leitschaufel mit Plasmabeschichtung erkennbar die Rissbildung zwischen Beschichtung und Grundwerkstoff sowie Korrosionsverfärbungen
1. Stufe gekühlte Leitschaufel mit Plasmabeschichtung deutlich erkennbar die fehlerhafte Situation der Kühlluftaustritte entspricht nicht OEM
3. Stufe Rotorschaufel beschädigte Schaufelspitzen sowie Beschädigung der Plasmabeschichtung
Beispiel Industrie-Gasturbine eines IHKW (II)
Endoskopische Untersuchung an einer Industrie-Gasturbine eines IHKW mit Schädigungen hervorgerufen durch Nichtverwendung von OEM-Teilen bzw. Nichteinhaltung von OEM-Spezifikationen nach einer Revision einer nichtauthorisierten Hersteller-Reparaturfirma.

1. Stufe Schaufelspitzen durch zu enges Laufspiel verbrannt und Plasmabeschichtung beschädigt

3. Stufe Rotorschaufel in der Schaufelfläche Verfärbungen und Anhaftungen von Verbrennungs- rückständen aus dem HEL-Betrieb

1. Stufe gekühlte Leitschaufel durch Überhitzung (Mangelkühlung) total zerstört, partielle Überhitzung und Rißbildungen

2. Stufe gekühlte Leitschaufel-Segmente durch Überhitzung (Mangelkühlung) partielle Überhitzung durch Hotspots

1. Stufe Schaufelspitzen durch zu enges Laufspiel verbrannt und Plasmabeschichtung beschädigt, Schaufelspitzenende Spaltmaß zum Leitschaufelring

1. Stufe gekühlte Leitschaufel durch Überhitzung (Mangelkühlung) total zerstört

3. Stufe gekühlte Leitschaufel durch Überhitzung (Mangelkühlung) total zerstört, partielle Überhitzung
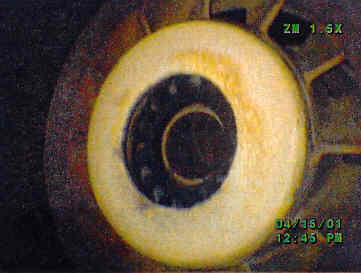
Brennerdüsen-Mündung (DualFlow) Mündungsbereich mit karamelisiertem Belag schartig verkrustet, dadurch unsaubere Abrißkanten und Temperatur- streuungen (temperature spreading)
Dipl.-Ing. Gerhard Meinecke
Sachverständiger (BVFS) für Maschinenschäden, Schiffsantriebtechnik, Schiffsbetriebtechnik
Kontakt
Johannisberg 31a
42799 Leichlingen
+49 (0) 2175 - 98359
+49 (0) 2175 - 98359
+49 (0) 172 - 260 5882
Email: info@romecon-expert.de
2015 © Gerhard Meinecke (romecon-expert.de)